
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 NL
NL
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 KO
KO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 SL
SL
 UK
UK
 VI
VI
 HU
HU
 MT
MT
 TH
TH
 TR
TR
 AF
AF
 MK
MK
 HY
HY
 AZ
AZ
 UR
UR
 BN
BN
 LA
LA
 NE
NE
 MY
MY
 KK
KK
 UZ
UZ

A WPC ajtólaphúzó működési elvének részletes magyarázata: A teljes folyamat nyersanyagoktól a késztermékekig
2026
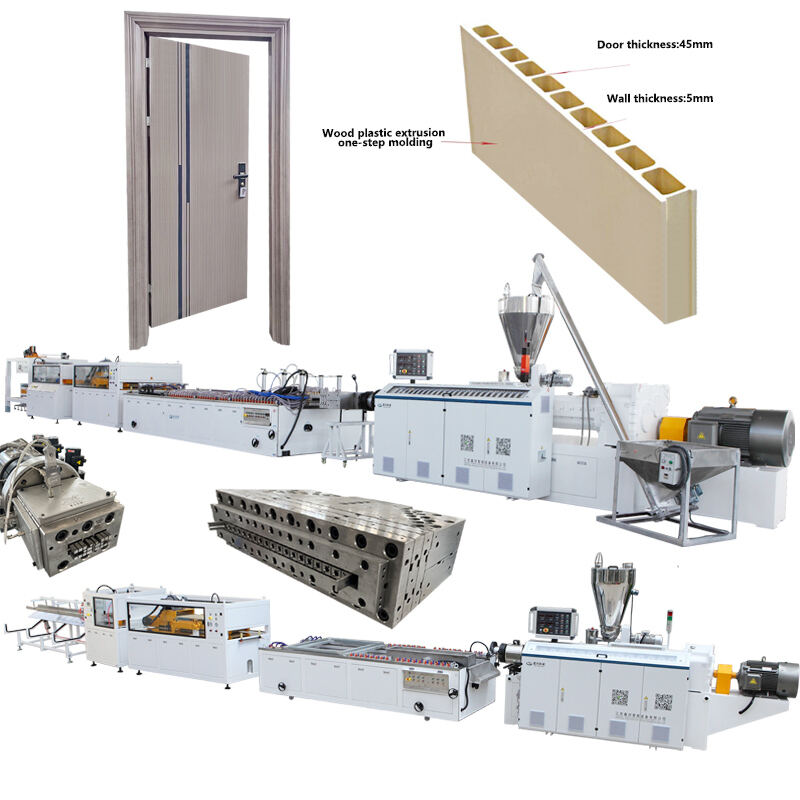
A WPC ajtólaponcsatorna extrudáló működési elve tulajdonképpen egy automatizált zárt folyamat a nyersanyagoktól a késztermékekig. A Xinhe Machinery segít ezt világosan megérteni:
I. Alapfolyamat három lépésben
1. Nyersanyag-keverés: A PVC-granulátumot, faőrleményt, kalciumport és adalékanyagokat magas sebességgel és egyenletesen keverik össze a keverőrendszerben.
2. Extrúziós öntés: A kevert anyagok belépnek a kúpos kéthengeres WPC extruderbe, ahol a forgó csavarok előretolják az anyagot. Felfűtés és olvadás után az anyag alakot kap.
3. Utómunkálás: A magas hőmérsékleten extrudált lemez vákuumos formázószerszámba lép, hogy méreteit szabályozzák. Ezután egy hűtőtartó lassan hűti, hogy megelőzze a deformálódást. Végül egy szervohajtású vontatórendszer simán továbbítja, és egy repülő fűrész automatikusan hosszra vágja.
II. Berendezések és folyamat részletei
1. Extruder: A fő modell 92/188 mm-es kéthengeres csavarátmérőt használ, teljes teljesítménye 110 kW, és óránként stabilan 600–800 kg-ot állít elő.
2. Vákuumformázás: Pontos keresztmetszeti méretek szabályozása biztosítja az ajtapanasz egyenletes vastagságát. Egy 3 m hosszú hideg forma biztosítja a hűtést és formázást, míg egy 6 m hosszú vákuumformázó asztal garantálja a stabil termelést. A túl hosszú rendszer megkétszerezné a gépindítás nehézségét, mivel a vákuum csak az ajtapanasz elérésekor aktiválódik a húzó gépnél.
3. Hűtés és Alakváltozás Megelőzése: Többszegményes hűtőtartók lassan csökkentik a hőmérsékletet, hatékonyan megelőzve a termék alakváltozását. A hűtővíz hőmérséklete 20°C-ra van szabályozva.
4. Húzás és Vágás: Szervohajtású húzórendszer biztosítja a sima szállítást, az automatikus repülőfűrész rögzített hosszra vág, a vágási hiba nem haladja meg az 1 mm-t.
Panelátadó gép: Szervóvezérelt automatikus panelátadó gép.
III. Automatizálás és Környezetvédelem
1. Teljes automatizálás: A WPC ajtólaphoz tartozó teljes gyártósornak csupán 2-3 emberre van szüksége a felügyelethez, folyamatos, 24/7 üzemeltetést lehetővé téve. A termelési kapacitás duplájára nő a hagyományos módszerekhez képest, miközben a munkaerőköltségek felére csökkennek.
2. Környezetbarát tervezés: A berendezés tervezése környezetvédelmi szempontokat is figyelembe vesz, így a környezetvédelem és az energiahatékonyság egyszerre érhető el.
