
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 NL
NL
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 KO
KO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 SL
SL
 UK
UK
 VI
VI
 HU
HU
 MT
MT
 TH
TH
 TR
TR
 AF
AF
 MK
MK
 HY
HY
 AZ
AZ
 UR
UR
 BN
BN
 LA
LA
 NE
NE
 MY
MY
 KK
KK
 UZ
UZ

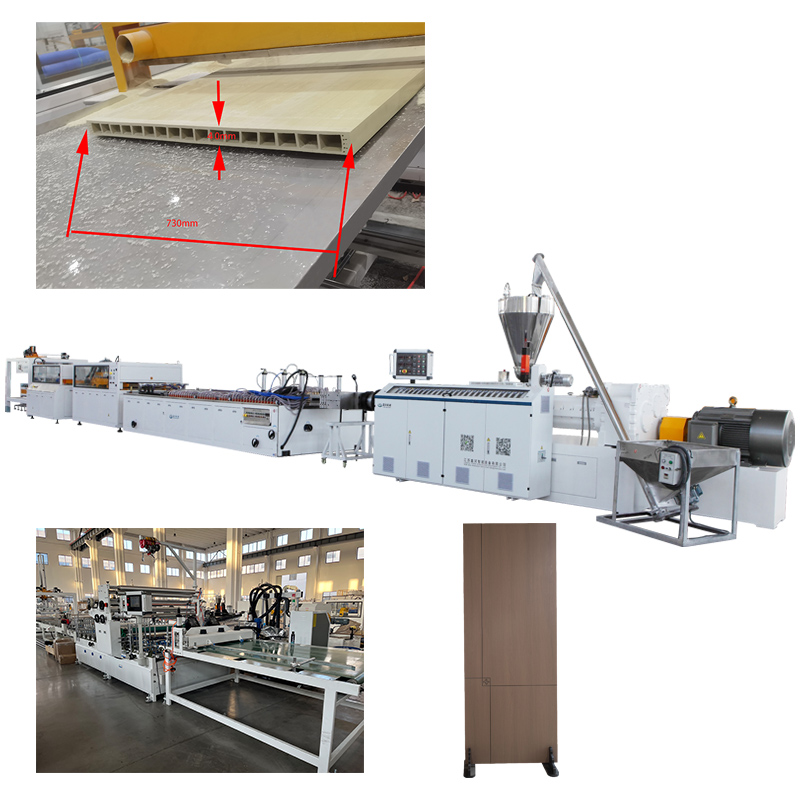
A Jiangsu Xinhe Intelligent Equipmentnél az automatizációs szakértelemmel rendelkező ügyfeleink néha megkérdezik: „Ha a vágógép nagysebességű szervó- és PLC-vezérlést használ, akkor miért támaszkodik a fő extrúder inverterekre és PID-szabályozókra?” A válasz az alkalmazás-specifikus mérnöki megoldásban rejlik: a megfelelő eszköz kiválasztása a megfelelő feladatra.
Az extrúder: stabilitás elsősorban
A kétcsavaros extrúder egy kúpalakú extrúder, amely folyamatosan olvaszt, kever és szállít. Nem bonyolult logikai sorozatok révén éri el sikerét, hanem a következőképpen:
Pontos hőmérséklet-szabályozás (±1 °C-on belül) a farosták védelme érdekében
Állandó nyomaték és sebesség a változó visszanyomás függvényében.
Ilyen feladatoknál a specializált komponensek jobbak az integrált rendszereknél. PID hőmérséklet-zóna szabályozóink és ABB frekvenciaváltóink is kiváló minőségűek, amelyek a csavarfordulatszám-szabályozást biztosítják. Ezek a szabályozók rövidebb válaszidőre épülnek a fűtési/hűtési hurkokban, és ellenállóbbak a magas elektromos zajszint mellett. Míg egy PLC kiváló logikai feladatokra alkalmas, a tiszta analóg folyamat-szabályozás hatékonyabb specializált szabályozókkal valósítható meg.
A vágó: Pontosság elsődlegesen
A mozgó vágóelemnek a mozgó profilhoz kell igazodnia: gyorsulnia kell, illeszkednie kell a profilhoz, pontosan (±0,5 mm-es tűréshatáron belül) kell vágnia, majd vissza kell térnie, miközben a vonal folyamatosan mozog.
Ez a következőket igényli:
Bonyolult elektronikus fogási arányok.
Kódolt visszajelzés azonnali reakciót biztosít.
Gyors mozgásszabályozás
Ebben az esetben egy PLC-t és egy szervohajtást kell használni. Ez végzi a vágási időzítés logikáját, kommunikál a szervomotorral a tökéletesen szinkronizált vágások eléréséhez, és biztosítja a hosszak egységesítését. Ezt a pontosságot nem lehetne elérni PLC-vezérlés nélkül.
Egyszerűség keresztül a megbízhatóság
Amikor fűrészporral és hővel dolgozunk, például a WPC-feldolgozás során, közvetlen összefüggést figyelhetünk meg az üzemidő és az egyszerűség között. Ha minden funkciót egyetlen, nagyméretű PLC-be integrálunk:
Egyetlen meghibásodás leállítaná az egész gyártósorot.
A hibaelhárításhoz összetett szoftveres diagnosztika lenne szükséges.
A mi elosztott architektúránkban egy hibás hőmérsékletérzékelő csak egy zónát érint, és könnyen kicserélhető. A PLC-alapú vágó félig független módon működik. A vágó PLC-alapú rendszere félig független. Ez a modularitás biztosítja, hogy kisebb problémák ne vezessenek teljes rendszerleálláshoz.
A Xinhe filozófia
Az extrudernél nagyon fontos számunkra a stabilitás, ezért invertereket és speciális vezérlőket használunk a olvadék minőségének fenntartására. A vágónál a PLC- és szervorendszerek alkalmazását részesítjük előnyben, hogy maradékmentes élképződést és a hulladék minimális mennyiségét érjük el.
Minden rendszer egymással HMI érintőképernyőn keresztül kapcsolódik össze, így az üzemeltetők képesek az egész rendszert irányítani, miközben a specializált komponensek saját, megbízott feladataikat látják el. Ez nem technológiai korlátozás, hanem az extrúziós tapasztalatok évek óta tartó finomhangolása és az egyes országok – például Indonézia, Mexikó és Vietnám – ügyfeleitől származó visszajelzések alapján történő mérnöki optimalizáció.
A Xinhe választásával egy olyan gyártási megoldást kapnak, amely a valós világban működik: az extruder folyamatosan, mint egy szív működik, a vágó kezükhöz hasonlóan reagál, a vezérlési filozófia pedig mind a pontosságot, mind az ipari megbízhatóságot értékeli.
